
Multifunctional na awtomatikong double wire feeder

Multifunctional na awtomatikong double wire feeder,
mataas na kalidad na double wire feeder, pabrika ng multifunctional wire feeder, pakyawan wire feeder, tagapagtustos ng wire feeder,
Ligtas.– Ligtas
Independiyenteng pananaliksik at pagpapaunlad ng sistema ng pagtuklas ng seguridad, mag-set up ng isang bilang ng mga alarma sa seguridad, seguridad at katatagan
Pagtitipid ng oras – mahusay at maginhawa
Focus mirror, proteksyon mirror drawer, maginhawang kapalit
Ang gaan – Ang gaan ay nakakabawas ng pagkarga
Mas maliit na sukat, mas magaan ang timbang, nababaluktot na operasyon, madaling gamitin
Kalidad - magandang hinang - matatag na pagganap
Mataas na lakas ng hinang, maliit na pagpapapangit, mataas na lalim ng pagkatunaw
Pagganap – Maramihang mga tampok
Suportahan ang hand-held na tuloy-tuloy na welding, spot welding, paglilinis, pagputol, "kamay" "mula noong" - katawan, awtorisasyon ng password
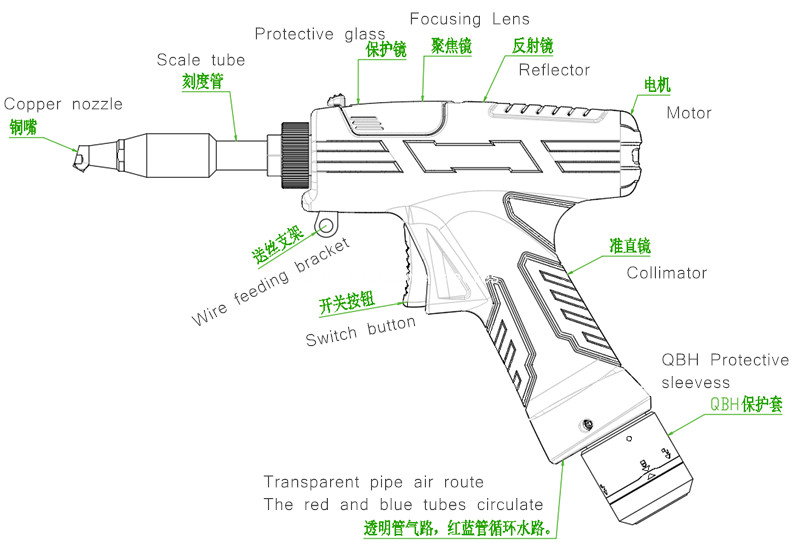
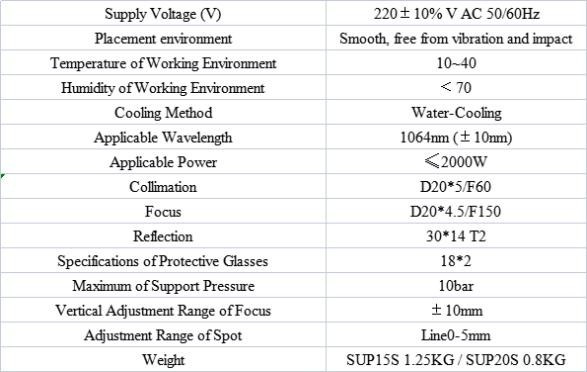
Ang super welding head ay isang handheld welding cutting head na inilunsad noong 2019. Sinasaklaw ng produkto ang mga hand-held na welding gun at self-developed control system, at nilagyan ng maraming mga alarma sa kaligtasan at aktibong ligtas na power at light-off na mga setting.Ang produktong ito ay maaaring iakma sa iba't ibang tatak ng fiber laser;ang na-optimize na optical at water-cooled na disenyo ay nagbibigay-daan sa laser head na gumana nang matatag sa mahabang panahon sa ilalim ng 3000W.
1) Tiyakin ang maaasahang saligan bago ang supply ng kuryente.
2) Ang laser output head ay konektado sa welding head.Mangyaring suriin nang mabuti ang laser output head kapag ginagamit ito upang maiwasan ang alikabok o iba pang polusyon.Kapag nililinis ang ulo ng laser output, mangyaring gumamit ng espesyal na papel ng lens.
3) Kung ang kagamitan ay hindi ginagamit alinsunod sa mga pamamaraan na tinukoy sa manwal na ito, ito ay maaaring nasa abnormal na kondisyon ng pagtatrabaho at magdulot ng pinsala.
4) Kapag pinapalitan ang protective lens, mangyaring tiyaking protektahan ito.
5) Pakitandaan: Kapag ginamit sa unang pagkakataon, kapag ang pulang ilaw ay hindi lumabas sa tansong bibig, siguraduhing huwag maglabas ng liwanag
Mga Detalye ng Paghahatid ng Package
Mga detalye ng paghahatid ng package ng hand-held welding head
★ Unang layer
SUP20S welding head 1pc
System 1 set
System cable standard 10m
★ Pangalawang layer
Copper nozzle 7pcs Cutting nozzle 1pc
Scale tube 1pc
Protective lens 10pcs
Ground clamp 1pc
Cable ng koneksyon sa screen 1m
Display screen buckle 1set
Pangatlong layer
Ipakita ang screen 1pcs
ower switch 2pcs
Depinisyon ng mga kable ng controller
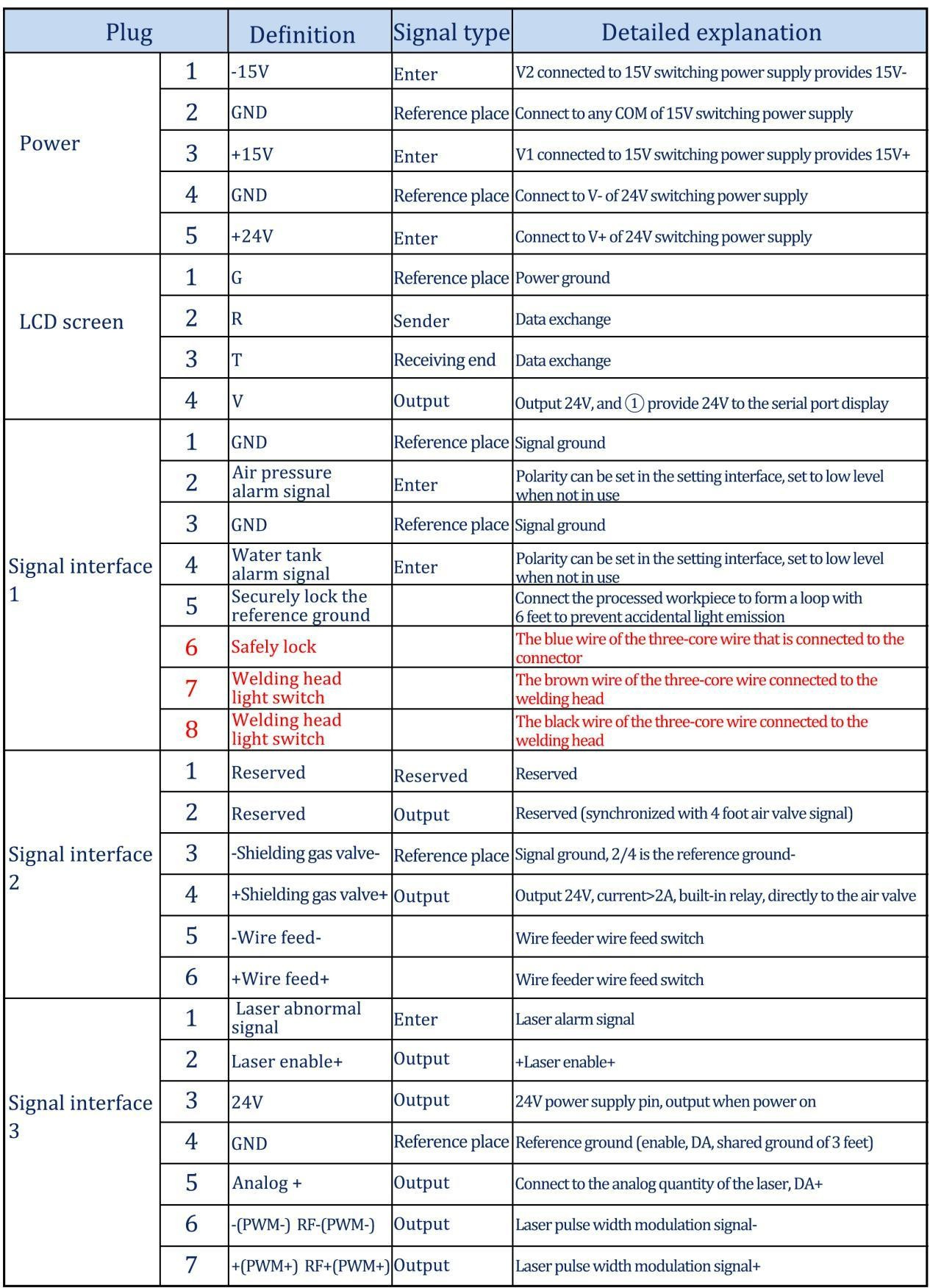
Terminal ng supply ng kuryente ng controller
Ginagamit ng power supply ang 5P interface, at ang ibinibigay na 24V switching power supply at 15V switching power supply ay ginagamit para sa power supply
Pakitandaan na ang 15V switching power supply ay nakikilala ang mga positibo at negatibong pole, ang V1 ay konektado sa 15V+, ang V2 ay konektado sa 15V-, at anumang COM sa 15V switching power supply ay konektado sa pin 2 GND!
Pakitandaan na ang switching power supply ay dapat na grounded!
Controller LCD24/5000
Ang LCD cable ay inihatid kasama ang aparato at maaaring direktang konektado.Tingnan ang figure sa itaas para sa mga partikular na kahulugan
Controller LCD24/5000
Ang LCD cable ay inihatid kasama ang aparato at maaaring direktang konektado.Tingnan ang figure sa itaas para sa mga partikular na kahulugan
Interface ng signal ng controller 1
①/②Pin ay ang air pressure alarm signal input, kung kailangan mong i-enable (kailangan ang mga wiring), mangyaring itakda ang air pressure alarm level sa background bilang mataas, kung hindi man ito ay mababa
Ang ③/④ pin ay ang water tank alarm signal input.Kung kailangan mong paganahin ito (kailangan ang mga kable), mangyaring itakda ang antas ng alarma ng presyon ng hangin sa background bilang mataas, kung hindi man ito ay mababa
⑤Ang number pin ay ang reference ground para sa safety ground lock, at ito ay direktang konektado sa processing workpiece gamit ang wire
⑥ No. pin ay ang safety ground lock ng welding head, na konektado sa asul na wire ng three-core wire, kapag ang welding head ay nakadikit sa workpiece, naka-on ang safety lock sa oras na ito
⑦Ang number pin ay ang switch ng welding head, na konektado sa brown wire ng three-core wire
⑧Pin No. ay ang switch ng ilaw ng welding head, na konektado sa itim na wire ng three-core wire, kapag hinila ang trigger, naka-on ang trigger button.
Pakitandaan na kapag walang alarma, at naka-on ang signal ng safe lock at trigger button, ipapadala ang output signal ng kasunod na port.
Interface ng signal ng controller 2
Ang 2 dulo ng interface ng signal ay gumagamit ng 6P interface, at ang air valve ay nauugnay sa wire feeding
①Nakalaang mga paa
②Reserved feet (naka-synchronize sa 4-pin signal)
③/④Ang paa ay ang balbula na 24V na output, kumonekta sa balbula
⑤/⑥Ang pin ay ang signal wire ng wire feeder, ang signal port ng wire feeder, anuman ang positibo o negatibo
Interface ng signal ng controller 3
①Pin ay ang laser alarm signal input +, kung kailangan mo itong paganahin, mangyaring itakda ang air pressure alarm level sa mataas sa background
②Pin ay enable+, kumonekta sa laser enable+
③Ang pin ay 24V output, direktang output 24V+ pagkatapos ng power on
④Ang Pet No. ay isang common ground (reference ground para sa talampakan 1/2/3/5)
⑤Ang number pin ay analog quantity + output, ang analog quantity ay ibinigay
⑥Pin ay PWM-modulated signal
⑦Ang number pin ay PWM+ modulation signal
Diagram ng mga kable ng controller
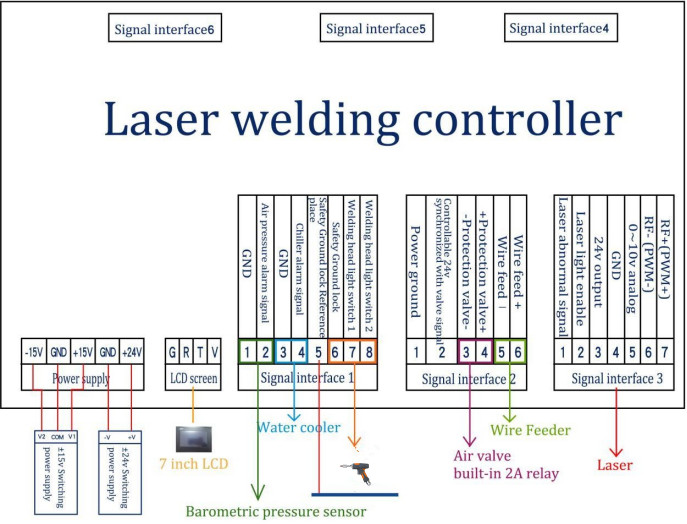
Tandaan: Ang COM terminal ng ±15V switching power supply at ang -V (0V) terminal ng +24V switching power supply ay dapat na konektado sa GND at ganap na konektado sa workpiece sa parehong oras.Ang shell ng switching power supply ay dapat na konektado sa lupa, kung hindi, maaaring magkaroon ng safety ground lock alarm, at walang ilaw na ilalabas.
Optical input interface
Ang SUP welding head ay angkop para sa karamihan ng mga pang-industriyang laser generator.Kasama sa mga karaniwang ginagamit na optical fiber connector ang IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin, atbp. Dapat panatilihing malinis ang optika at dapat alisin ang lahat ng alikabok bago gamitin
Kapag ang hibla ay ipinasok, ang cutting head ay dapat na paikutin ng 90 degrees upang maging pahalang, at pagkatapos ay ang hibla ay ginagamit upang maiwasan ang alikabok na mahulog sa interface.
paraan ng pag-install(Applets)
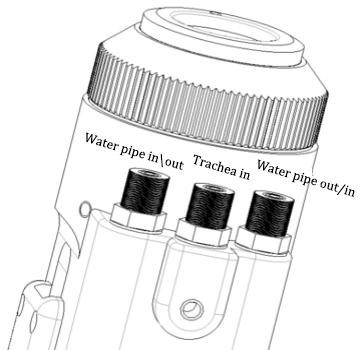
Pinoprotektahan ang interface ng gas at water chiller
Maaaring i-install ang water pipe at air pipe interface gamit ang mga hose na may panlabas na diameter na 6MM at isang panloob na diameter na 4MM.Ang daanan ng hangin ay pumapasok sa gitna, at ang dalawang panig ay mga pipeline ng water inlet at outlet (anuman ang direksyon ng pumapasok at labasan) , Gaya ng ipinapakita sa ibaba:
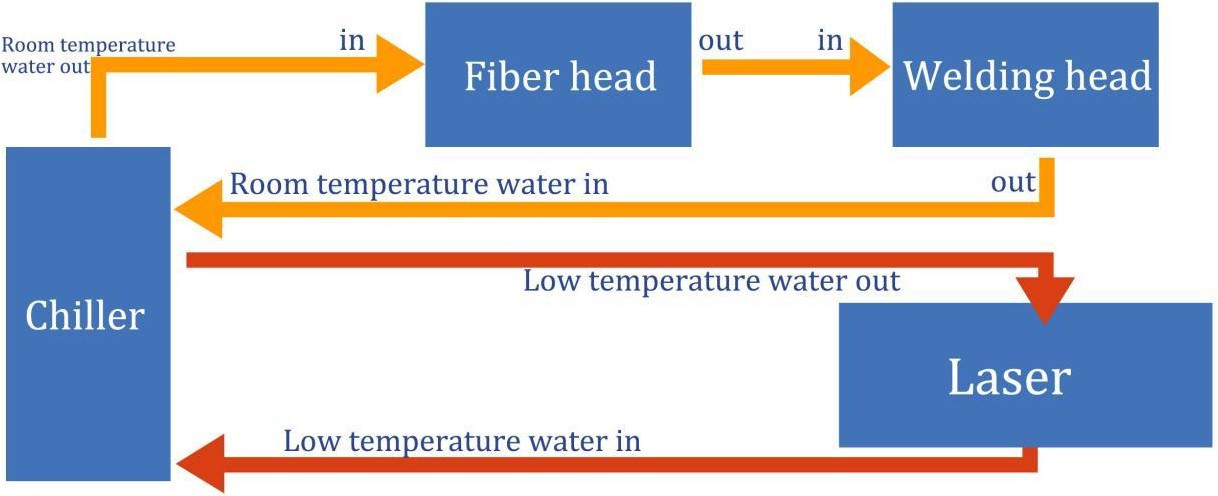
Ang sistema ng paglamig ay nahahati sa bahagi ng water circuit ng welding head at ang water circuit na bahagi ng optical fiber head, na konektado sa serye, tulad ng ipinapakita sa figure sa ibaba:
Interface ng koneksyon sa welding gun at control box
Gumagamit ang welding gun at ang control box ng tatlong wire para kumonekta, kabilang ang: two-core motor power line, five-core motor signal line, three-core safety ground lock at trigger button line
Ang motor power/signal wires (dalawang itim na wire) ay direktang konektado sa motor na bahagi ng welding head at maaaring i-disassemble (dalawang opsyon ang available:1. Buksan ang motor cover at side plate ng handheld welding gun 2. Buksan ang control box Lahat ay plugs)
Ligtas na i-lock at trigger ang button na three-core wire na ginamit Matatanggal na aviation plug:Ligtas na i-lock at button na mga wire, kung saan 1 ay asul, 2 ay itim, at 3 ay kayumanggi (nakakonekta sa pin 6/7/8 ng signal interface 1, tingnan ang kahulugan ng mga kable ng control box sa itaas para sa mga detalye)
Pag-install ng wire feeder
Ang two-core aerial plug sa tail ng wire feeder ay konektado sa pin 5/6 ng signal interface 2. Sumangguni sa mga sumusunod para sa partikular na paraan ng pag-install
I-click ang: Mga Tagubilin sa Pag-install ng Wire Feeder(Applets)
Control panel at gabay sa pagpapatakbo (ang sumusunod ay bersyon ng V3.3)
Buod ng operasyon at gabay sa pagpapatakbo
Ang panel ng operasyon ng serye ng SUP ay pangunahing binubuo ng touch screen at control box.
Pindutin ang pangunahing pahina, proseso, setting, at pagsubaybay ng interface ng pagpapatakbo.
Pangunahing screen ng pagpapatakbo ng touch screen
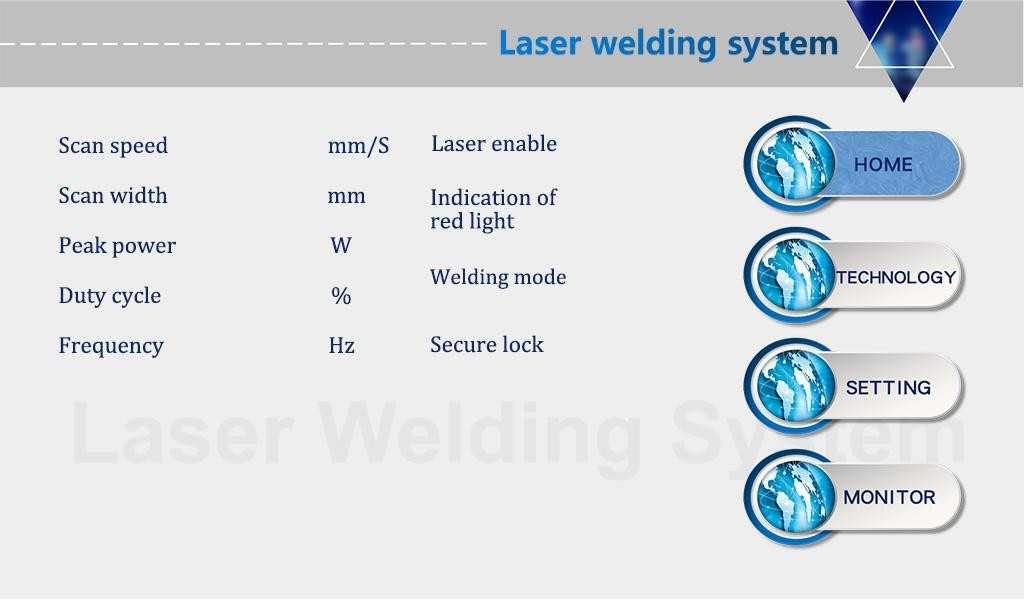
①Sa interface na ito, makikita mo ang kasalukuyang mga parameter ng proseso at impormasyon ng agarang alarma.
②Ang laser ay pinagana at ang indicator na pulang ilaw ay NAKA-ON kapag ito ay naka-on.
③Ang safety lock ay karaniwang kulay abo, at kapag ang welding head ay nakadikit sa workpiece, ito ay nagiging berde at maaaring iproseso.
④ Pagpili ng welding mode, ang default ay tuloy-tuloy.Kapag ito ay nakatakda sa spot welding, maaari itong maglabas ng liwanag nang paulit-ulit para sa pagpapatakbo ng spot welding, na maginhawa para sa pagkontrol sa oras ng spot welding dahil sa pagkakamali ng tao.Ang function na ito ay kailangang itakda kung kinakailangan (V3.3 na bersyon ay ang function sa itaas)
Pangunahing screen ng pagpapatakbo ng proseso
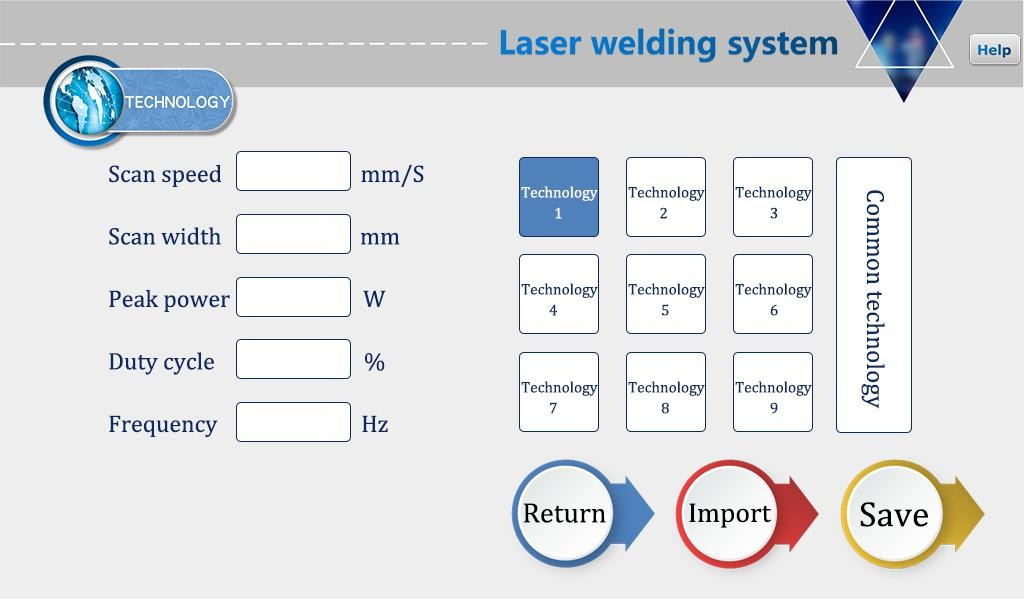
①Ang interface ng proseso ay naglalaman ng mga parameter ng proseso para sa pag-debug, na maaaring baguhin sa pamamagitan ng pag-click sa kahon.Matapos makumpleto ang pagbabago, i-click ang OK, at pagkatapos ay i-save ito sa proseso ng shortcut.Kapag ginagamit ito, i-click ang Import (Modify-Save-Import).
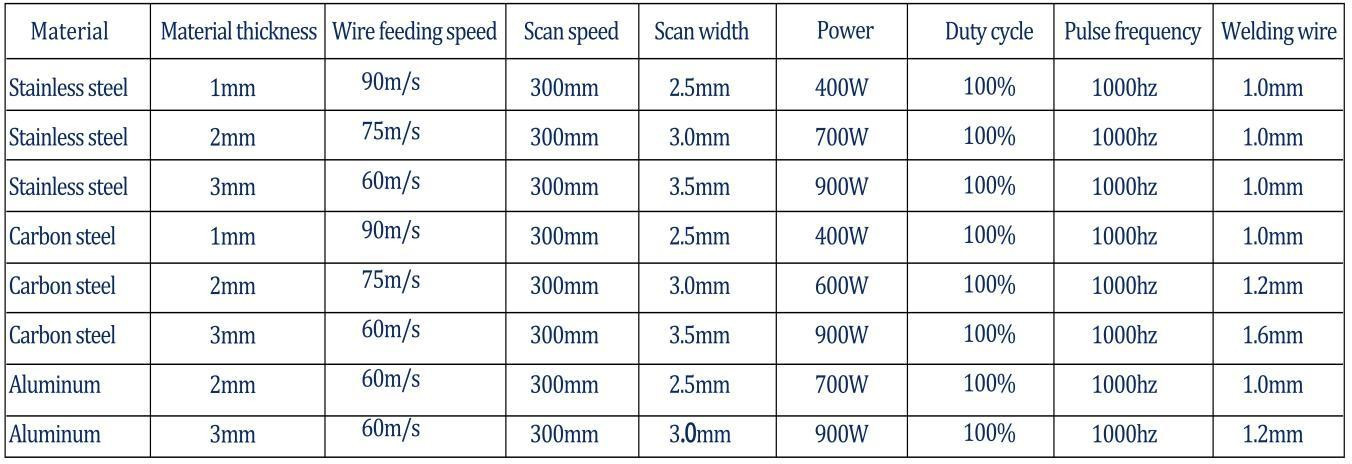
②Ang hanay ng bilis ng pag-scan ay 2-6000mm/S, at ang hanay ng lapad ng pag-scan ay 0^5mm.Ang bilis ng pag-scan ay nililimitahan ng lapad ng pag-scan.Ang relasyon sa limitasyon ay: 10≤bilis ng pag-scan/(lapad ng pag-scan*2) ≤1000 Kung lumampas ito sa limitasyon, awtomatiko itong magiging halaga ng limitasyon.Kapag ang lapad ng pag-scan ay nakatakda sa 0, hindi ito mag-ii-scan (ibig sabihin, ilaw na pinagmumulan ng ilaw) (ang pinakakaraniwang ginagamit na bilis ng pag-scan: 300mm/S, lapad 2.5mm).
③Ang peak power ay dapat na mas mababa sa o katumbas ng laser power sa page ng parameter (halimbawa, ang laser power ay 1000W, kung gayon ang value ay hindi mas mataas sa
1000).
④Duty ratio range 0~100 (default 100, karaniwang hindi kailangang baguhin).
⑤Ang inirekumendang hanay ng dalas ng pulso ay 5-5000Hz (ang default ay 2000, kadalasan ay hindi ito kailangang baguhin).
⑥I-click ang HELP button sa kanang itaas para makakuha ng higit pang nauugnay na mga paliwanag ng parameter.
Sanggunian sa proseso (napapailalim sa aktwal na mga kundisyon, ang sumusunod ay para sa sanggunian lamang)
Itakda ang pangunahing screen ng pagpapatakbo
Password 123456
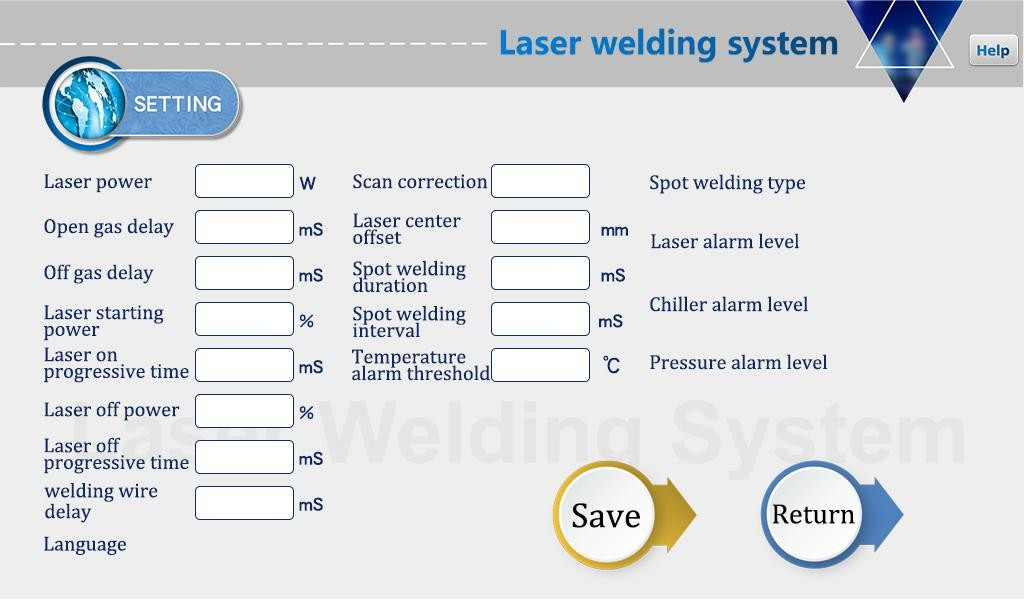
①Ang lakas ng laser ay ang pinakamataas na lakas ng laser na ginamit.
②Ang switch air delay ay default sa 200ms, at ang range ay 200ms-3000ms.
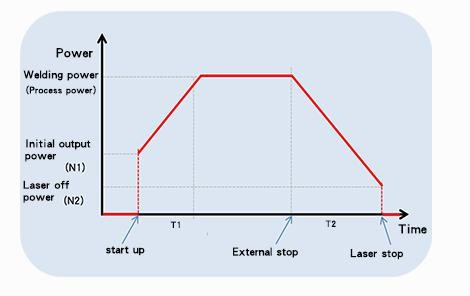
③Kapag nakabukas ang ilaw, unti-unti itong tataas mula N1% ng kapangyarihan ng proseso hanggang 100%;kapag ang ilaw ay naka-off, ito ay unti-unting tataas mula sa 100% ng kapangyarihan ng proseso.
Sa N2;(tulad ng ipinapakita sa figure sa ibaba).
④Wire feeding delay compensation ay ang wire feeding advance time na may kaugnayan sa light signal, na maaaring gamitin kasabay ng withdrawal function.
⑤Ang maximum na threshold ng alarma sa temperatura ay 70 ℃.Kapag ang halaga ay nakatakda sa 0, ang temperatura alarma ay hindi makikita.
⑥Scan correction coefficient range 0.01~4, coefficient target line width/measurement line width: pangkalahatan 1.25.
⑦Laser center offset -3~3mm, bawasan ito at ilipat ito sa kaliwa, taasan ito at ilipat ito sa kanan.
⑧Ang signal ng antas ng alarma ay ang default, at ang may kalasag na alarma ay maaaring direktang palitan sa kaukulang antas ng pagtuklas.
⑨Ang tagal ng spot welding ay ang oras na naglalabas ng ilaw pagkatapos hilahin ang gatilyo, ibig sabihin, kahit na binitawan ang pindutan, ang ilaw ay ilalabas pa rin ayon sa oras na ginugol (V3.3 na bersyon ay ang function sa itaas)
⑩Spot welding interval time ay ang stop light time sa pagitan ng dalawang spot welding pagkatapos hilahin ang trigger button (V3.3 na bersyon at mas mataas na function)
⑧I-click ang HELP button sa kanang itaas para makakuha ng higit pang nauugnay na paliwanag ng parameter.
Pagsubaybay sa pangunahing interface
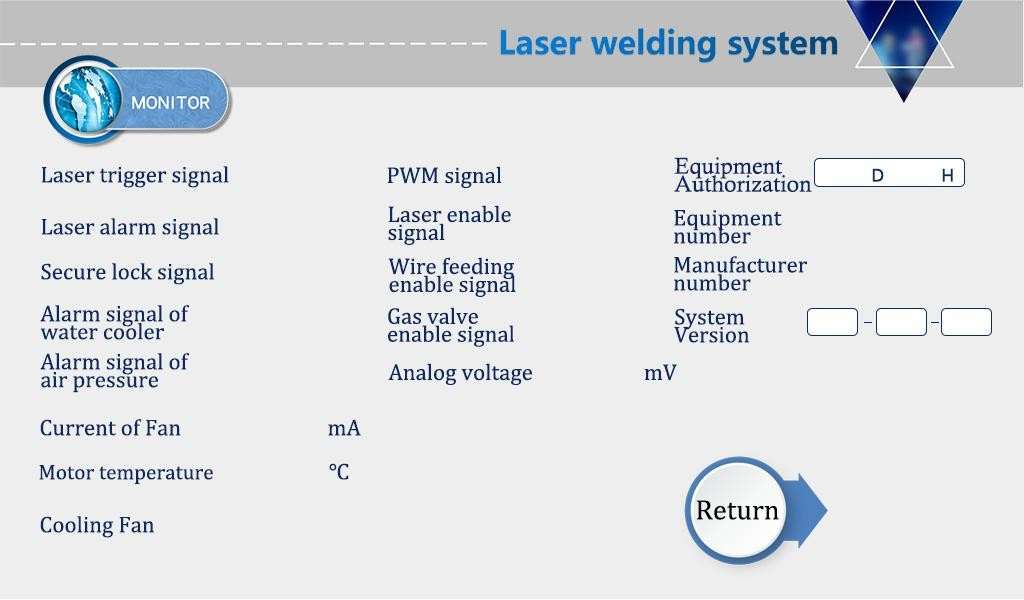
Ipinapakita ng interface na ito ang status ng bawat signal ng pagtuklas at impormasyon ng device
Mag-click sa awtorisasyon ng device upang ipasok ang awtorisadong interface ng oras ng paggamit, pagkatapos ipasok ang password, maaaring pahintulutan ang system para sa oras ng paggamit
Ang pag-encrypt ng awtorisasyon at mga paraan ng pag-decryption ay pareho:
System decryption metho (Apple)Maaari nitong mapabuti ang lapad at kapal ng wire feeding.